






细纱机的工艺
各种细纱机基本上都由喂入机构、牵伸机构、加拈和卷绕机构组成。喂入机构的作用是将粗纱或条子抽引出来并喂给牵伸机构。牵伸后的须条由前罗拉输出,经加拈成细纱后卷绕在纱管上。大多数细纱机的牵伸、加拈和卷绕作用是连续进行的,按所用的加拈和卷绕机构的不同,分别称为环锭细纱机、离心锭细纱机、翼锭细纱机、帽锭细纱机和走锭细纱机,帽锭细纱机和走锭细纱机现已很少应用。 从手工纺纱向机器纺纱进展开始于18世纪。英国产业革命后,1769年出现了利用水力拖动的翼锭细纱机, 1779年S.克朗普顿根据手工纺车原理制造了走锭细纱机,这是早期的两种细纱机。1825年R.罗伯茨又将走锭细纱机改进为自动作用的走锭细纱机,这种型式的机器在19 世纪和20世纪初期获得了广泛的应用。1828年出现了帽锭细纱机。同年,J.索普制造了环锭细纱机,当时钢丝圈是由纺纱工用手工弯制而成的。1830年以后,才开始正式制造钢丝圈。环锭细纱机可连续作用,而且纺纱速度较高,因而逐渐被广泛采纳,代替了绝大部分走锭细纱机,成为现代应用多的一种。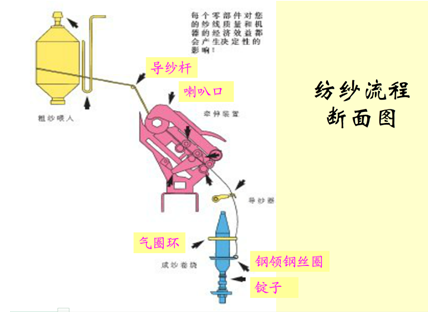 牵伸机构 细纱机牵伸机构由几对牵伸罗拉组成,一般为皮圈式牵伸,可以有下长上短皮圈式、双短皮圈式等,每对罗拉的下罗拉为钢制沟槽罗拉,沿细纱机全长配置,装在罗拉座的轴承座内。中、后罗拉轴承座可沿罗拉座滑槽移动,以调节前、中和中、后下罗拉间的距离。这个距离称为罗拉隔距,是细纱机的主要工艺参数之一,可根据纤维长度和加压等条件调节。每对罗拉间常设置皮圈、皮圈销和皮圈架等附加零件,在牵伸过程中对纤维组成的须条施加适当压力,产生附加摩擦力场以操作纤维的休闲。短皮圈套在中上罗拉上。下皮圈销为曲面长销,上皮圈销为弹簧摆动销,上下皮圈销之间的空隙称为口隔距,是细纱机主要工艺参数之一,可根据纺纱号数或支数、罗拉加压等条件加以选择。罗拉加压值也是细纱机主要工艺参数之一。现代牵伸机构常采纳弹簧或气体静压摇架加压。加压时,把手柄揿下,借助于锁紧机构的作用,实现对罗拉加压;卸压时,把手柄抬起,使整只摇架连同皮辊、上皮圈和上皮圈销一起掀起。 加捻和成形机构 由装在主轴上的滚盘或滚筒通过锭带传动锭子。每根锭带传动4只锭子,靠张力装置保持适当的张力,预防打滑造成锭子转速的变化。有的细纱机采纳紧贴于锭子锭盘上的龙带传动。钢领装在钢领板上,成形机构带动钢领板作升降休闲,将细纱按肯定规律卷绕在筒管上成为管纱。导纱钩和大卷装时采纳的气圈环有时随同钢领板一起按肯定规律升降,以操作气圈张力和减少断头。成形机构不但操作钢领板的短动程升降,同时使钢领板每作一次升降后抬高一个距离,即级升休闲,从而使细纱逐渐绕到纱管的上部。管底成形机构在开始卷绕时在纱管上形成圆锥形的底部,终成纱。
AAAFGBHGYUTKUVEGTRHYTJ
牵伸机构 细纱机牵伸机构由几对牵伸罗拉组成,一般为皮圈式牵伸,可以有下长上短皮圈式、双短皮圈式等,每对罗拉的下罗拉为钢制沟槽罗拉,沿细纱机全长配置,装在罗拉座的轴承座内。中、后罗拉轴承座可沿罗拉座滑槽移动,以调节前、中和中、后下罗拉间的距离。这个距离称为罗拉隔距,是细纱机的主要工艺参数之一,可根据纤维长度和加压等条件调节。每对罗拉间常设置皮圈、皮圈销和皮圈架等附加零件,在牵伸过程中对纤维组成的须条施加适当压力,产生附加摩擦力场以操作纤维的休闲。短皮圈套在中上罗拉上。下皮圈销为曲面长销,上皮圈销为弹簧摆动销,上下皮圈销之间的空隙称为口隔距,是细纱机主要工艺参数之一,可根据纺纱号数或支数、罗拉加压等条件加以选择。罗拉加压值也是细纱机主要工艺参数之一。现代牵伸机构常采纳弹簧或气体静压摇架加压。加压时,把手柄揿下,借助于锁紧机构的作用,实现对罗拉加压;卸压时,把手柄抬起,使整只摇架连同皮辊、上皮圈和上皮圈销一起掀起。 加捻和成形机构 由装在主轴上的滚盘或滚筒通过锭带传动锭子。每根锭带传动4只锭子,靠张力装置保持适当的张力,预防打滑造成锭子转速的变化。有的细纱机采纳紧贴于锭子锭盘上的龙带传动。钢领装在钢领板上,成形机构带动钢领板作升降休闲,将细纱按肯定规律卷绕在筒管上成为管纱。导纱钩和大卷装时采纳的气圈环有时随同钢领板一起按肯定规律升降,以操作气圈张力和减少断头。成形机构不但操作钢领板的短动程升降,同时使钢领板每作一次升降后抬高一个距离,即级升休闲,从而使细纱逐渐绕到纱管的上部。管底成形机构在开始卷绕时在纱管上形成圆锥形的底部,终成纱。
AAAFGBHGYUTKUVEGTRHYTJ
AAA
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 细纱机概述
- 下一篇: 前处理设备——涤纶仿真丝前处理设备-连续式碱减量机


发表评论