






星形架精练机由星形架、精练桶和打卷机组成。它既可精练,又可上色,幸免了挂练槽精练时的吊襻印、灰伤和压皱印等疵病。 (1)星形架:星形架主要由吊环、平面螺旋盘组合件、机架、轮辐、针板和钩针等组成,如图10-5所示。
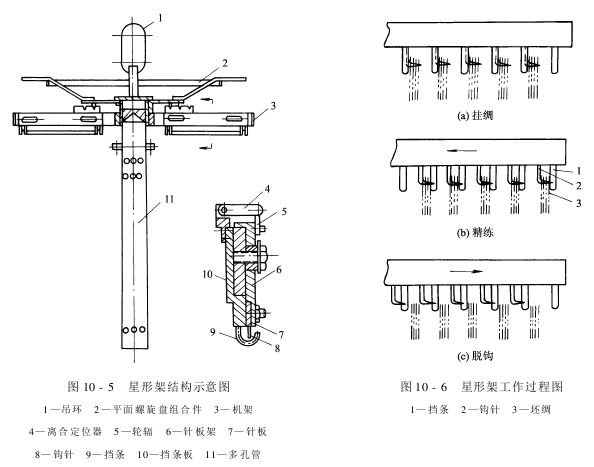
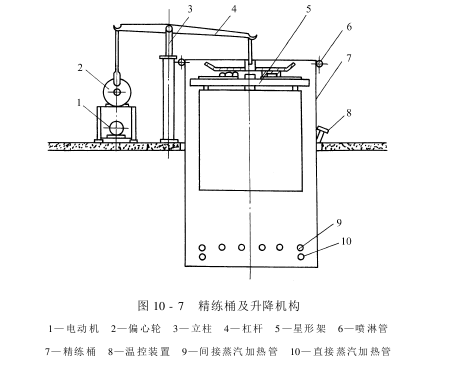
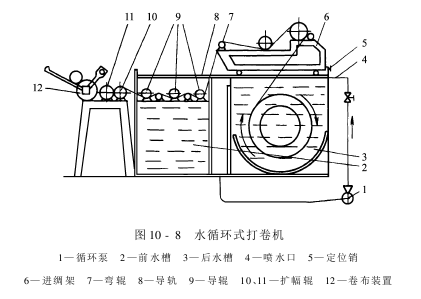
轮辐5上装有针板架6和挡条板10,针板架上嵌有间距为10mm的钩针8,针板架上面焊有齿形块,齿形块槽内嵌入平面螺旋盘,针板架的纵向移动可通过旋转平面螺旋实现。挡条机构装在机架各轮辐的一侧,精练时预防织物从钩针上脱落,精练后,又能通过平面螺旋机构由挡条将织物从钩针上整体脱落。挡条机构是由挡条板10和形状为U形的挡条9组成,挡条数量比钩针多一个,挡条板两端开有长槽,套在装于轮辐的滑轮上,使挡条组件可沿轮辐做径向相对移动。在挡条板的上端和针板架的上端间装有离合定位器4,可将其闭合或开启,以操作各针板组合件和挡条组合件沿轮辐联动或各自分动。 当织物上架时,针板架在大钩挂直径位置,定位离合器开启,挡条板处于锁紧状态,且第二根挡条和根钩针针杆对齐,如图10-6(a)所示。此时,将织物由内向外逐层将织物挂上钩针,钩挂完毕后,旋松固定挡条板的锁紧螺丝钉,将挡条板内移5mm,合上离合定位器,此时挡条位于进入钩针水平尖端1/3处,挡条以钩在针上的坯绸实行“封锁”,有效地预防了精练过程中坯绸从钩针上脱落,如图10-6(b)所示。 在精练时,转动平面螺旋组合件使针板内移或外移,来适应织物的收缩和回胀,此时由于定位离合器已合上,挡条便和针板同步移动。精练完毕,锁紧挡条板,分开定位离合器,旋转平面螺旋组合件使针板内移,于是第二根挡条将根钩针上的坯绸推下,第二根钩针上的坯绸则被第三根挡条推下,依次动作,实现全部钩针上的坯绸同步脱落,完成整体脱钩动作,如图10-6(c)所示。 (2)精练桶及升降机构:精练桶为站式圆筒形,筒体尺寸有1300mm×2000mm和1400mm×2000mm两种,其结构组成如图10-7所示。和精练槽挂练相同,星形架精练桶往往也是5~9个为一组。 升降机构由电动机1、偏心轮2、站柱3和杠杆4组成,可使吊装于其上星形架5及练绸在练液中升降。升降行程为200~330mm,升降频率为5次/min。加热系统由直接蒸汽管10、间接蒸汽管9及温控装置8组成,直接蒸汽加热主要用于升温阶段,间接蒸汽加热主要用于保温阶段,有温度操作传感器,控温精度高(±1℃),高工作温度为100℃。 (3)水循环式打卷机:打卷机是星形架精练工艺的一个配套设备,主要有进绸架、水洗槽、循环泵等组成,如图10-8所示。
打卷机的进绸架6位于后水槽3的上方,下面有4个滑轮能前后移动。当精练完毕的绸要从星形架上一次性全部脱落到前后水槽中去时,先将进绸架移至机前位置,使绸由上方吊入后水槽中,然后再将进绸架拉回至机后位置,由定位销5固定。织物进入后水槽后,开动循环泵1抽吸前后水槽中的水液,在喷水口4处,水流以较高流速向下冲击,通过圆弧形槽底,水流方向发生转变,使后水槽中的水保持按图中箭头所示的方向循环流动,在这个过程中,循环泵产生水的冲击动能,逐渐地传给整个水槽中的水,使槽内的水形成滚动流动,同时使绸圈也随这个水流一起滚动,并顺利地沿退出方向拉出水面,进入进绸架。可用调节阀来调整循环水流的流量,操作槽内水滚动的快慢,使水流动的速度和织物上卷速度相适应。进入进绸架的绸通过橡皮弯辊扩幅,然后进入前水槽中的各导辊挤水,再经木盘扩幅辊及人字螺纹辊的扩幅展平,后在摩擦卷布装置卷绕成湿布卷。 星形架精练的应用特点:星形架精练脱胶均匀,可预防白雾、生块疵病,可解决较厚重的斜纹、纺、绉、缎类丝织物在精练槽精练时易产生的吊襻印和皱印等。它通过均匀分布的众多钩针对精练中织物均匀钩挂,幸免了挂练中由于襻绳长短不一、受力不匀造成的吊襻皱疵病,因而适合于组织紧密、比较厚重的电力纺类及斜纹类真丝绸的精练。同时练绸自吊入练桶后,由于温度和织物升降的自动化操作,大大降低了劳动强度。
AAANHJJGHSFWDFGRTJUYKYU版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 磨毛机
- 下一篇: 前处理设备——丝织物精练设备-高温高压精练机


发表评论