






从棉子梳到轧花肋条工作点的弧长上,锯齿和子棉卷相互接触。由于子棉性状、子棉卷密度、轧花机生产率、锯片滚筒转速等工作条件的变化,使得锯齿和子棉卷之间的作用特别复杂。 到目前为止,尚无建站数学模型来描述锯齿和子棉卷之间的关系。 (一)锯齿对子棉的作用 锯齿轧花依靠锯齿穿刺子棉纤维层,使纤维嵌塞在齿凹内,再设法从棉子上拉脱。锯齿轧花必须具备两个条件。 (1)子棉卷做旋转休闲; (2)子棉卷表面的线速度远远落后于锯片滚筒表面的线速度。 从棉子梳到轧花肋条排工作点的弧段上,随着锯齿表面线速度方向、子棉卷表面线速度方向的变化,锯齿对子棉卷、子棉的作用也是变化的。锯齿对子棉卷、子棉有三种作用。 (1)锯齿勾拉子棉上的纤维,使纤维进入锯齿凹口;(2)锯齿牵引子棉卷,使子棉卷做旋转休闲;(3)锯齿从棉子上拉脱纤维,使纤维和棉子分别。 研究表明:在丁区,锯齿对子棉主要是种作用,第二、第三种作用甚微;在己区,锯齿对子棉主要是第三种作用,第二种作用次之,几乎没有种作用;在戊区,锯齿对子棉具有第二、第三种作用,种作用较小。 (二)锯齿使纤维进入齿凹的分析 从图8-19中可以看出子棉卷表层各处的休闲方向。在丁区,子棉卷的休闲方向和锯齿的休闲方向不一致。假设:
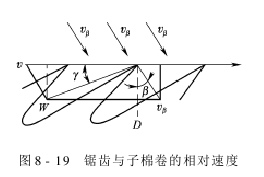
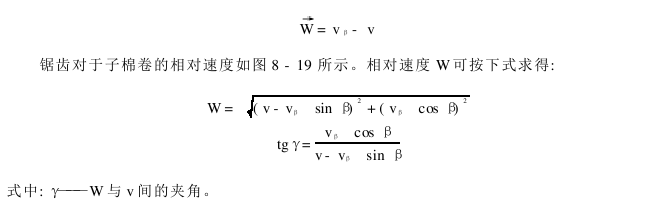
(1)丁区的子棉卷速度为vβ,速度方向和锯片径向线成β角;(2)丁区的锯齿速度为v。 则,v和vβ 的夹角为(90°-β)。锯齿和子棉卷的相对速度W可按下面的向量式求得:
这样,处在子棉卷中的单粒子棉一旦和锯齿接触,子棉上的纤维就以速度W进入锯齿凹口。现在,很简单证明锯齿对子棉的种作用。在丁区,vβ 的数值较大,且β角小于90°。v的数值是个常量,故W的方向必定指向锯齿凹口,即在丁区,锯齿使纤维进入齿凹的作用较强烈,锯齿在此区的勾棉能力强,勾棉数量多。在戊区,完管vβ 的数值大,但β角近似90°,使γ角很小,甚至为零,故W的方向就难以指向锯齿凹口,即在戊区,锯齿使纤维进入齿凹的作用甚微,锯齿在此区的勾棉能力很弱。在己区,因β角大于90°,故W的方向必定背离锯齿凹口,即在己区,锯齿无法使纤维进入齿凹。 在戊区、己区,子棉卷表层的单粒子棉的β角有时小于90°,使锯齿对子棉的种作用在戊区、己区得到了补偿。进一步的研究发觉:以上规律在极个别情况下可能不精确,主要原因是子棉卷密度变化及操作条件等因素的改变所致。 (三)锯齿使纤维和棉子分别 锯齿在丁区勾住的纤维束,大部分到了工作点处,进入轧花肋条排间隙后和棉子分别。 随锯齿向工作点移动的子棉,碰到轧花肋条排后马上改变休闲方向和速度,沿着肋条排表面向上休闲。子棉卷在该处的速度慢,为1.1~1.5m/s,但此时密度大。在轧花肋条工作点处,锯齿从棉子上拉脱纤维的能力和轧花肋条和锯片之间的相对位置有很大关系。轧花肋条和锯片相对位置关系,一般用压力角表示。压力角是轧花肋条工作点处的圆弧切线和锯片圆周切线之间的夹角,用字母α表示,如图8-20所示。
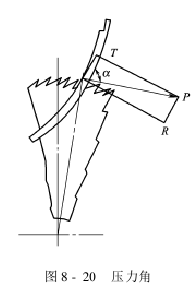
在轧花肋条工作点处,锯齿从棉子上拉脱纤维的刹那,锯片的运转力P可以分解为两个相互垂直的分力R和T。三者的关系如下: R=Psinα T=Pcosα 其中,P的方向和锯齿在工作点处的休闲方向一致;R垂直于轧花肋条,是工作点处锯齿从棉子上拉脱纤维的力;T平行于轧花肋条,是工作点处锯齿推动子棉卷运转的力。在垂直于轧花肋条的分力R的作用下,子棉和肋条表面之间产生摩擦力F,F的方向和T的方向相反,其数值为:
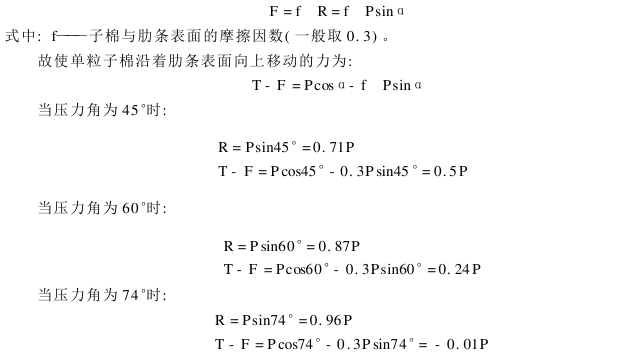
以上计算表明:随着压力角的增大,工作点处的锯齿从棉子上拉脱纤维的作用力逐渐增强,但推动子棉卷运转的作用力逐渐减弱;当压力角增至74°时,工作点处锯齿的运转力P几乎全部用于拉脱子棉纤维,对子棉卷的推力几乎为零。但子棉卷是依靠伸入工作箱内的全部锯齿的推动而运转,故这种情况下,子棉卷未必停转。 锯齿凹口内的纤维能否全部进入轧花肋条排间隙,在很大程度上取决于锯齿工作边和轧花肋条之间的相对位置。若齿尖先于齿根进入肋条排间隙,轧花肋条对纤维起的作用是将它们压向齿根,齿凹内的纤维能顺利进入肋条排间隙;反之,若使齿根先于齿尖进入肋条排间隙,轧花肋条将齿凹内的纤维推向齿尖,齿凹内的纤维不能进入肋条排间隙。锯齿工作边和轧花肋条之间的相对位置关系,一般用提前角表示。提前角是位于工作点处的锯齿工作边和轧花肋条工作点圆弧切线之间的夹角,用字母λ表示,如图8-21所示。提前角是指齿尖比齿根提前进入工作点间隙的角度.
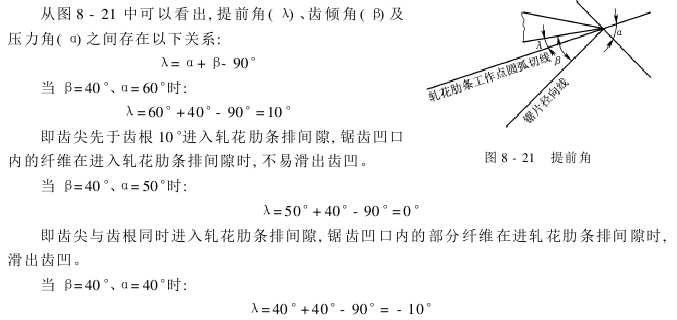
即齿尖后于齿根10°进入轧花肋条排间隙,锯齿凹口内的大部分纤维在进入轧花肋条排间隙时,滑出齿凹。因此,提前角不能小于等于零。但提前角也不宜过大,否则,齿凹内的纤维在轧花肋条作用下嵌入齿根,会给后箱刷棉带来困难。 由此可见,压力角是个很重要的工作参数。在确定压力角参数时,要综合考虑子棉等级、锯齿锋利程度等因素。后整理高等级子棉,锯齿较钝时,压力角取大值,以保证皮棉质量;后整理低等级子棉,锯齿较锋利时,压力角取小值,以提高轧花产量。压力角的取值在55°~65°。 (四)影响锯齿勾拉(拉脱)子棉纤维的其他因素 锯齿勾拉、拉脱子棉纤维的能力直接影响轧花生产率。首先,子棉的成熟度和含水率对锯齿的勾拉能力有很大影响。成熟好、含水率低的子棉,表面松散、弹性较大,有利于锯齿穿刺,锯齿的勾拉能力较高。成熟差、含水量高的子棉,含有较多僵瓣棉,其表面不松散、弹性小,不利于锯齿穿刺,锯齿的勾拉能力降低。因此后整理含水率高的低等级棉时,锯齿的勾拉效率低下,轧花产量明显降低。从工艺的角度分析,除了压力角、工作箱的形状、锯齿表面线速度等因素影响锯齿勾拉纤维以外,还有以下因素。 1.子棉卷的密度 子棉卷适当紧一些,可增大对锯齿的压力,迫使纤维进入齿凹,并使锯齿凹口内的纤维和锯齿之间有足够大的摩擦力,便于锯齿从棉子上拉脱纤维。反之,子棉卷疏松,被锯齿勾住的子棉和子棉卷之间的抱和力小,锯齿和被勾住子棉之间的相对速度小,锯齿难于拉脱其上的纤维。 但子棉卷过于紧实,或使齿凹内纤维受到两侧紧压子棉的摩擦而离开齿凹,形成子棉卷中的游离纤维;或使齿凹内的纤维勒紧在锯齿根部,造成刷棉困难;甚至造成子棉卷停转而无法生产。 2.锯片齿形参数 锯片齿形参数中的齿倾角的取值直接影响锯齿勾拉纤维的能力。由λ=α+β-90°可知,齿倾角的取值也影响提前角的大小,从而影响纤维进入轧花肋条排间隙。齿倾角大,锯齿工作边倾斜度大,锯齿穿刺子棉纤维的作用力强,勾住的纤维也不易滑出齿凹;齿倾角小,锯齿工作边倾斜度小,即锯齿变得直站,锯齿穿刺子棉纤维的作用弱,且在压力角肯定时,提前角因此而减小。但是齿倾角过大,还会造成刷棉困难。因此,齿倾角的选择很重要。轧花锯片的齿倾角规定为40°。 锯齿齿距大,锯齿凹口的容积也大,齿凹内可填积的纤维较多,则锯齿在丁区勾拉的纤维较多。但是,齿距过大,会夹破棉子,甚至使棉子嵌入齿凹,使锯齿难于勾拉纤维。故齿距的尺寸大不能超过棉子的腰径。 轧花锯片的齿距有3.3mm和4.5mm两种,前者用在直径为320mm的轧花锯片上,后者用在直径为406mm的轧花锯片上。 锯片齿形参数除齿倾角、齿距以外,还有齿高、齿根角(或齿尖角)等,在锯片直径确定的情况下,这些参数之间是互相制约的。一般而言,选择这些参数时应满足锯齿本身的强度、刚度、稳定性等力学要求,还应考虑轧花质量的要求。 3.锯齿状态 锯齿状态指锯齿的完洁程度、锋利程度和缺损程度等。锯齿状态对于锯齿勾拉、拉脱子棉纤维的能力有很大影响。锯齿锋利,表面完洁度高,锯齿对子棉棉纤维的穿刺作用就强,刷棉也简单。锯片缺齿少,则从齿数上保证了对纤维的勾拉。因此,锯齿越完洁越好,残缺越少越好。 而对锯齿锋利程度却有限制,因为锯齿过于锋利简单刺破棉子,增加皮棉中的带纤维子屑和破子,且锯齿棱边简单啃下棉子上的短绒。一般后整理等级高、成熟度好、含水率低的子棉,锯齿不宜锋利。解决锯齿过于锋利的方法是将锯片滚筒装在砂箱中砂磨。新冲制的锯片,齿表面棱角多,有毛裂口,完洁度很差,装成锯筒后,需砂磨之后才能用于后整理。锯筒进行砂磨既可以提高锯齿的完洁度,也可以解决锯齿过于锋利的问题,所以锯筒砂磨是锯筒安装检修过程中不可缺少的一个环节。 工艺上对锯齿状态的要求是,锋利而完洁,没有歪齿、倒齿,每张锯片上的残缺齿数不超过规定值。
AAADF3RSEGDTHIUJYUIYFHGE版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 锯齿轧花理论 子棉卷的运动
- 下一篇: 锯齿轧花理论 棉子的排出


发表评论