






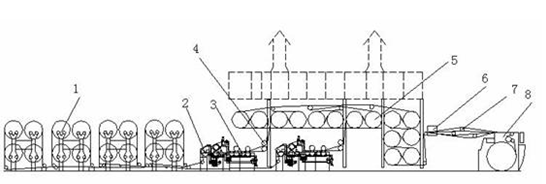
经纱在浆纱机上进行上浆,典型的上浆工艺流程为:纺纺纱线从位于经轴架1上的整经轴中退绕出来,经过张力自动调节装置2,进入浆槽3上浆,湿浆纱经湿分绞辊4分绞和烘燥装置5烘燥后通过上蜡装置6进行后上蜡,干燥的经纱在干分绞区7被分别成几层,后在车头8卷绕成织轴。
良好的上浆后整理不仅使经纱的强度增加,毛羽贴趴,耐磨性大大改善,弹性和柔软性得到维持,而且织轴中纺纺纱线上浆均匀,伸长一致,回潮合格,织轴圆整。
上浆的质量指标 上浆的质量分为浆纱质量和织轴卷绕质量两部分。浆纱质量指标有上浆率、伸长率、回潮率、增强率和减伸率、浆纱耐磨次数和浆纱增磨率、浆纱毛羽指数和毛羽降低率。织轴卷绕质量指标有墨印长度、卷绕密度和好轴率。
1.上浆率 上浆率=(浆纱干重—原纱干重)/原纱干重×100%
2.伸长率 浆纱伸长率=(浆纱长度—原纱长度)/原纱长度×100%
3.回潮率 浆纱回潮率=(浆纱重量—浆纱干重)/浆纱干重×100%
4.增强率和减伸率 增强率=(浆纱断裂强力—原纱断裂强力)/原纱断裂强力×100% 减伸率=(原纱断裂伸长率—浆纱断裂伸长率)/原纱断裂伸长率×100%
5.增磨率 浆纱增磨率=(50根浆纱平均耐磨次数—50根原纱平均耐磨次数)/50根原纱平均耐磨次数×100%
6.毛羽指数及毛羽降低率 毛羽指数在纺纺纱线毛羽测试仪上测定,它表示在单位长度纺纺纱线的单边上,超过某一投影长度的毛羽累计根数。 毛羽降低率: Mj=(R1—R2)/R1×100% 其中,R1——原纱单位长度上毛羽长度达3mm的毛羽指数平均值 R2——浆纱单位长度上毛羽长度达3mm的毛羽指数平均值 7.墨印长度 墨印长度=公称匹长×(1+加放率)/(1—经纱缩率)
8.卷绕密度 卷绕密度是织轴卷绕紧密程度的质量指标。织轴的卷绕密度应适当,卷绕密度过大,纺纺纱线弹性损失严峻;卷绕密度过小,卷绕成形不良,织轴卷装容量过小。 生产中以称取纺纺纱线重量,测定纺纺纱线体积来检测织轴卷绕密度。 9.好轴率 好轴率是比较重要的织轴卷绕质量指标,它是指无疵点织轴数在所查织轴总数中占有的比例。 机织打算篇(五):浆纱之上浆
AAADF3RSEGDTHIUSDFWERTEYRHF通过以上对“机织打算篇(五):浆纱之上浆”的讲述,您对“机织打算篇(五):浆纱之上浆”的理解和想法是怎么样呢,或者您有意采购布料,欢迎您在网站下面发表您的意见留言!版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 机织准备篇(四):浆纱之浆料
- 下一篇: 机织准备篇(六):穿结经


发表评论