






W—2200电控板电路图见图3-44。织机接通电源后,各变压器及逻辑控制单元通电,做好开车准备。当按下“READY”(准备)按钮后,除湿风泵及储纬风泵(对SR、RD测长而言)开始运转,为开车做好准备;对于电子选纬系统,其电源及备纱系统也开始工作。当“RUN”(运转)按钮接通时,织机主电动机瞬时启动,织机开始运转,探纬单元及其他故障检测单元亦开始工作,对织机工作状态进行监测。当遇到下列任一种情况时:探纬单元发出缺纬信号、故障检测单元发出故障信号、按钮发出停止指令、电子选纬发出缺纬信号等,控制单元通过执行元件使主电动机停止运转、电磁制动器通电,迅速定位停车。
停台时,按下喷水织机在不按准备按钮时,可以直接进行“点动正转”或“点动反转”的操作,“正转”或“反转”点动的操作,可以进行点动步幅的调整。同时对于“反转”的操作,可以进行“反转一周”的选择。
停台时,按下喷水织机的“BREAK”(制动)按钮,可以解除制动(刹车),便于人工转动机器进行调整。ZW系列织机操作系统不设置“RUN”(运转)按钮。其运转的操作,是直接使用“FORWORD”(正转)按钮完成的(在准备钮工作之后,按正转钮即为运转;不按准备钮,直接按正转钮即为点动)。
织机的定位停车及故障检测、纬纱探测等都通过接近开关或角度传感器(光电编码器)作时序控制。
织机的定位停车,由制动单元、电磁制动器来完成。
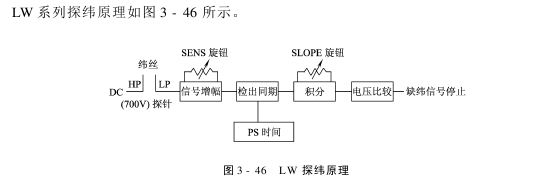
1.LW系列电控板工作原理
LW电控板使用HD64180CPU作为中央控制,织机的信号处理及分析均由它来控制,主要控制程序存放于存储器27256。其控制软件由主控程序模块及中断服务程序模块组成。织机开机后,计算机立即从输入口输入监测信号,然后判断处理。
LW系列逻辑单元(主控单元)直接控制电动机的各种工作状态(启动、停止、制动),并随时监测各处工艺触点的现时状态,做出相应对策。
逻辑单元设置有:主电动机超力矩时间调整;反接制动时间调整;点动时间、方式、间隔时间调整;制动时间调整;计长方式选择。
信号综合处理及输出控制包括了探纬故障、LP信号后沿故障、HP故障等。当探纬信号正常时,在PS工作区域内,LP5产生由高电平至低电平的负脉冲;在探纬信号异常时,LP5则会出现固定的高电平。此信号通过电路输出与同步时序信号综合后,由反向驱动器输出至F—OUT点。当出现故障时,此点输出一个负脉冲。
积分电压综合处理:本单元的LP4信号提供给比较电路,又提供给信号综合的输出电路,其作用是显示积分调节状态。其中前一部分为风值检测电路,同时提供积分比较电压。正常时,积分电压显示管常亮;当电压过高时,此发光管闪烁;停车时,无积分电压,则发光管熄灭。
2.ZW系列电控板工作原理
ZW系列电控板以逻辑控制电路为核心,使用CPU控制,其接受及检测各种指令及工作状态,进行逻辑分析判断,决定织机以后的状态。
电控板的大部分运行状态监测信号的输入及输出电路均为光电耦合形式接入。电控板内的多个钮子开关可作为各种工作状态的选择。电控板内可作下列调整:纬纱信号输入延时及判断延时;制动延时;寸动时间调整;反转时间调整等。
3.PLC电控板工作原理
PLC电控板使用可编程序控制器作为织机逻辑控制的核心,以此接收及检测各种操作指令及工作状态,将其进行处理后,以其输出点控制驱动元件来实现织机工作状态。PLC电控板所有的输入、输出点均有LED显示,使用时,可以方便地观察各处工作状态。
PLC电控板利用可编程序控制器上的内置电位器可以做以下调整:启动时间;送经延时时间等。
4.探纬电路原理
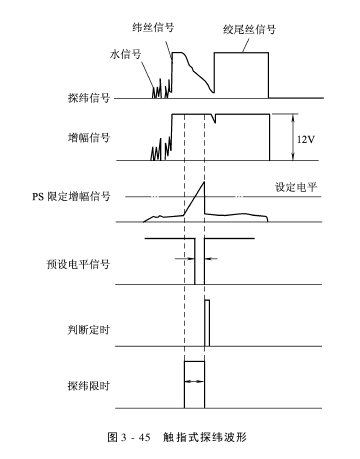
(1)触指式探纬原理:织机运转时,水流及含水的纬丝与探针接触,由于水的导电性,使一定的电流由高压侧探针流向低压侧探针,从而使探纬器信号处理单元接收到所需的纬丝信号。这里接收到的信号包括:纬丝信号、水信号、纬尾信号及漏电信号。探纬信号处理单元就是将此混合信号加以处理,滤去无用信号,保留并放大纬丝信号。信号处理单元利用PS信号进行时段控制,将放大整形后的探纬信号进行计数比较,然后输出工作指令。探纬接收到的波形如图3-45所示。
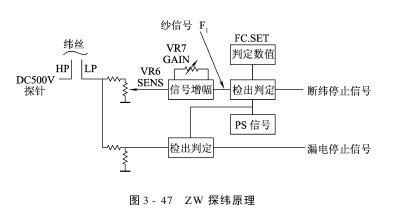
ZW系列探纬原理如图3-47所示。探纬电路一般由以下部分组成:输入信号、状态监测信号、整形电路、积分电路、比较电路、处理电路及输出电路等。
输入信号主要包括:探纬信号(LP)、时序信号(PS)、缺纬模拟信号(OPT)、高压电源信号(HP)、状态监测信号。
信号处理:探纬信号经过处理后,组成一个新的信号提供给末级的信号综合。这里主要包括了整形电路、检出电路、积分电路与比较电路。
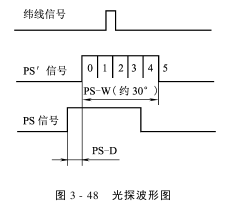
(2)光电式探纬原理:光电探纬的光探波形图如图3-48所示。
①纬丝信号:由光探头的前后调节位置(310°~320°)进行变化。此光探信号变化较大时,说明投纬不稳定。
②PS信号:PS信号的起始基准位置由PS—D电位器进行改变。PS信号的幅度由PS—W电位器进行改变。
③PS信号:基准为290°。
织造时当纬丝进入光电探纬的检测区域后,遮断光源,使检测电路中产生“有纬丝”的信号即有PS信号;如无纬丝、光源不遮断,检测电路中出现“无纬丝”的信号,即无PS信号输出,与PS信号比较后发出缺纬停止信号。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 莫代尔是什么面料,和纯棉比哪个好
- 下一篇: 控制系统电控箱


发表评论